
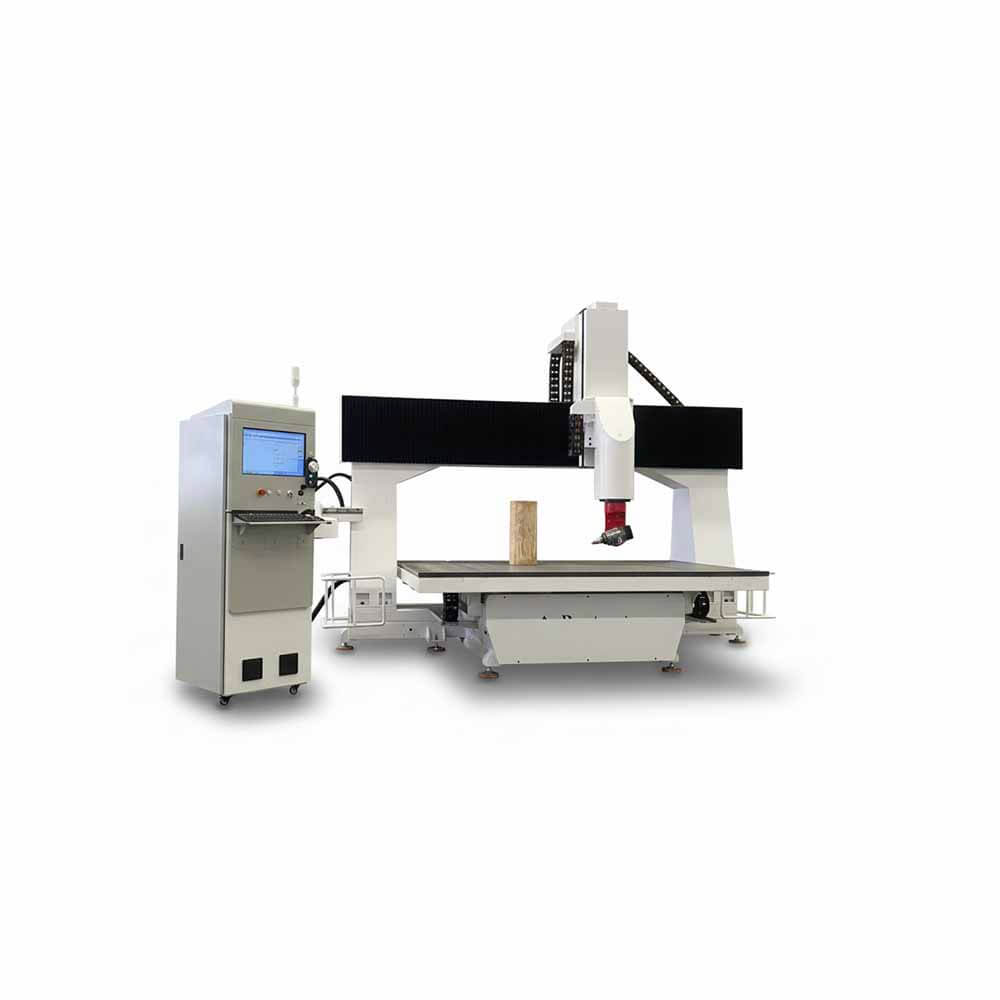
5 Axis CNC Router Machine for Wood MDF Aluminum 3D Engraving High Precision Automatic CNC Wood Router
In the modern woodworking and metalworking industry, efficiency, precision, and versatility are essential.
In the modern woodworking and metalworking industry, efficiency, precision, and versatility are essential.

Γιατί η στερέωση είναι πιο δύσκολη σε 5 άξονες παρά σε 3 άξονες

Γιατί πολλά έργα του 5ου άξονα αποτυγχάνουν πριν ξεκινήσει η περικοπή

Το πραγματικό ερώτημα πίσω από κάθε αγορά

Γιατί η σαφήνεια της εφαρμογής έχει μεγαλύτερη σημασία από τις προδιαγραφές του μηχανήματος

Γιατί αυτές οι δύο μηχανές συχνά συγχέονται
Γιατί η «ακρίβεια» είναι το πιο παρεξηγημένο μέρος των 5-αξονικών CNC δρομολογητών

Αυτό το άρθρο απευθύνεται σε μηχανικούς, διευθυντές παραγωγής και ιδιοκτήτες συνεργείων που πρέπει να λάβουν μια ορθολογική απόφαση σχετικά με τον εξοπλισμό — όχι μια απόφαση που βασίζεται στο μάρκετινγκ.

Όταν οι κατασκευαστές αρχίζουν να συγκρίνουν φρέζες CNC 3 αξόνων, 4 αξόνων και 5 αξόνων, η συζήτηση συχνά απλοποιείται στο ερώτημα «πόσοι άξονες είναι καλύτεροι». Στην πραγματικότητα, ο αριθμός των αξόνων από μόνος του δεν καθορίζει την παραγωγικότητα, την ακρίβεια ή την καταλληλότητα.

Ένας δρομολογητής CNC 5 αξόνων περιγράφεται συχνά ως μια «πιο προηγμένη» μηχανή CNC, αλλά αυτή η περιγραφή είναι ασαφής και συχνά παραπλανητική.
Κατά την αξιολόγηση επιλογών δρομολογητών CNC για σύνθετα εξαρτήματα, οι μηχανικοί και οι κατασκευαστές συχνά συναντούν δύο όρους: 3+2 άξονες και πραγματικοί 5 άξονες. Ενώ και οι δύο περιλαμβάνουν πέντε άξονες κίνησης, οι λειτουργικές τους δυνατότητες, οι στρατηγικές κατεργασίας και οι εφαρμογές τους διαφέρουν σημαντικά.
Στις αεροδιαστημικές και αυτοκινητοβιομηχανίες, η ακρίβεια είναι αδιαπραγμάτευτη. Τα σύνθετα εξαρτήματα με καμπύλες επιφάνειες, υποκοπές και χαρακτηριστικά πολλαπλών επιπέδων απαιτούν αυστηρές ανοχές και επαναλήψιμη ακρίβεια.
Η China 5 Axis CNC Router είναι επαγγελματίας κατασκευαστής και προμηθευτής 5 αξονικών CNC router και 5 αξονικών κέντρων κατεργασίας. Εστιάζουμε στην παροχή υψηλής ακρίβειας, σταθερών και αποτελεσματικών λύσεων CNC για τις βιομηχανίες ξυλουργικής, μεταλλουργίας, αεροδιαστημικής, αυτοκινητοβιομηχανίας, καλουπιών και σύνθετων υλικών.