
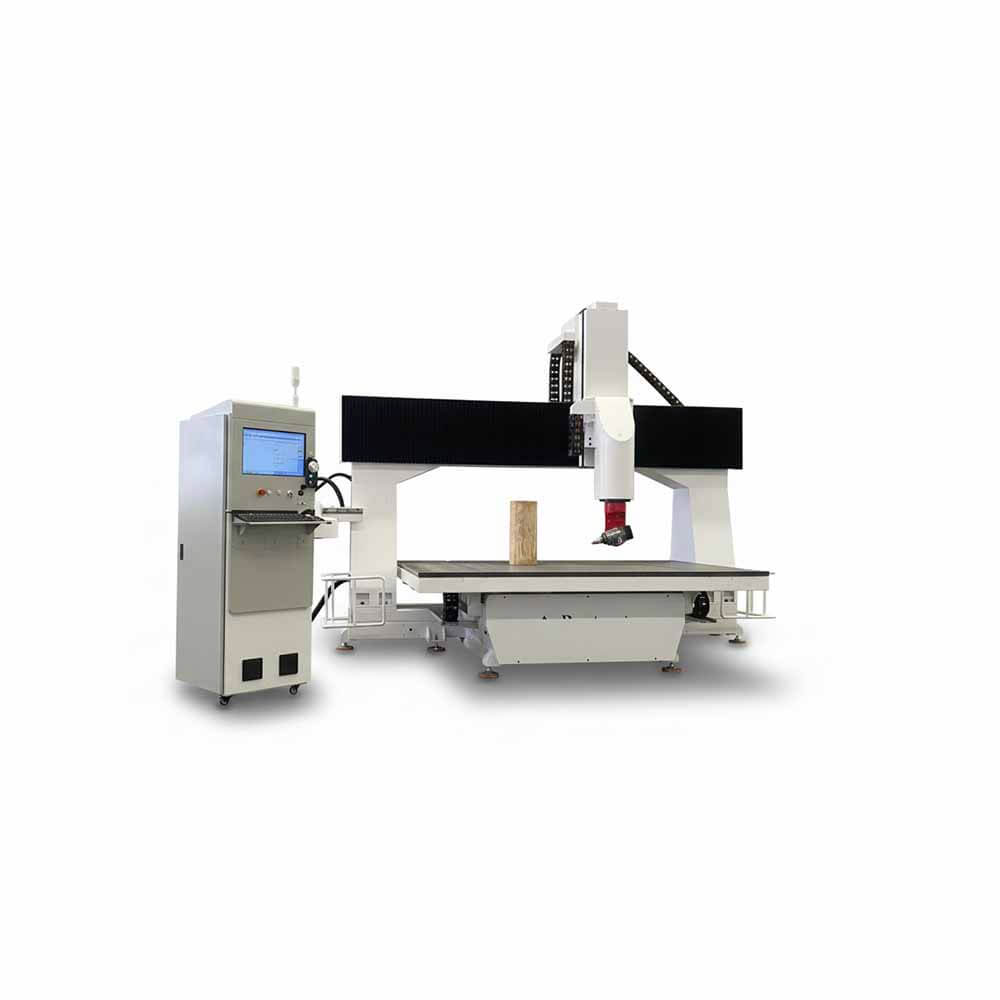
5 Axis CNC Router Machine for Wood MDF Aluminum 3D Engraving High Precision Automatic CNC Wood Router
In the modern woodworking and metalworking industry, efficiency, precision, and versatility are essential.
In the modern woodworking and metalworking industry, efficiency, precision, and versatility are essential.

Waarom het opspannen van werkstukken in een 5-assige machine moeilijker is dan in een 3-assige machine

Waarom veel 5-assige projecten mislukken voordat het snijden begint

De echte vraag achter elke aankoop

Waarom duidelijkheid in de toepassing belangrijker is dan machinespecificaties

Waarom deze twee machines vaak door elkaar worden gehaald
Waarom "nauwkeurigheid" het meest misbegrepen aspect is van 5-assige CNC-routers

Dit artikel is geschreven voor ingenieurs, productiemanagers en werkplaatseigenaren die een rationele – en geen door marketing gedreven – beslissing over hun apparatuur moeten nemen.

Wanneer fabrikanten CNC-routers met 3, 4 en 5 assen met elkaar vergelijken, wordt de discussie vaak vereenvoudigd tot de vraag: "Hoeveel assen zijn beter?". In werkelijkheid bepaalt het aantal assen op zich niet de productiviteit, nauwkeurigheid of geschiktheid.

Een 5-assige CNC-freesmachine wordt vaak omschreven als een "geavanceerdere" CNC-machine, maar deze omschrijving is vaag en vaak misleidend.
Bij de evaluatie van CNC-freesopties voor complexe componenten komen ingenieurs en fabrikanten vaak twee termen tegen: 3+2 assen en echte 5 assen. Hoewel beide vijf bewegingsassen omvatten, verschillen hun operationele mogelijkheden, bewerkingsstrategieën en toepassingen aanzienlijk.
In de lucht- en ruimtevaart- en automobielindustrie is precisie onmisbaar. Complexe onderdelen met gebogen oppervlakken, ondersnijdingen en meerlaagse structuren vereisen nauwe toleranties en herhaalbare nauwkeurigheid.
China 5 Axis CNC Router is een professionele fabrikant en leverancier van 5-assige CNC-freesmachines en 5-assige bewerkingscentra. Wij richten ons op het leveren van uiterst nauwkeurige, stabiele en efficiënte CNC-oplossingen voor de houtbewerking, metaalbewerking, lucht- en ruimtevaart, auto-industrie, matrijzenbouw en composietmaterialenindustrie.