
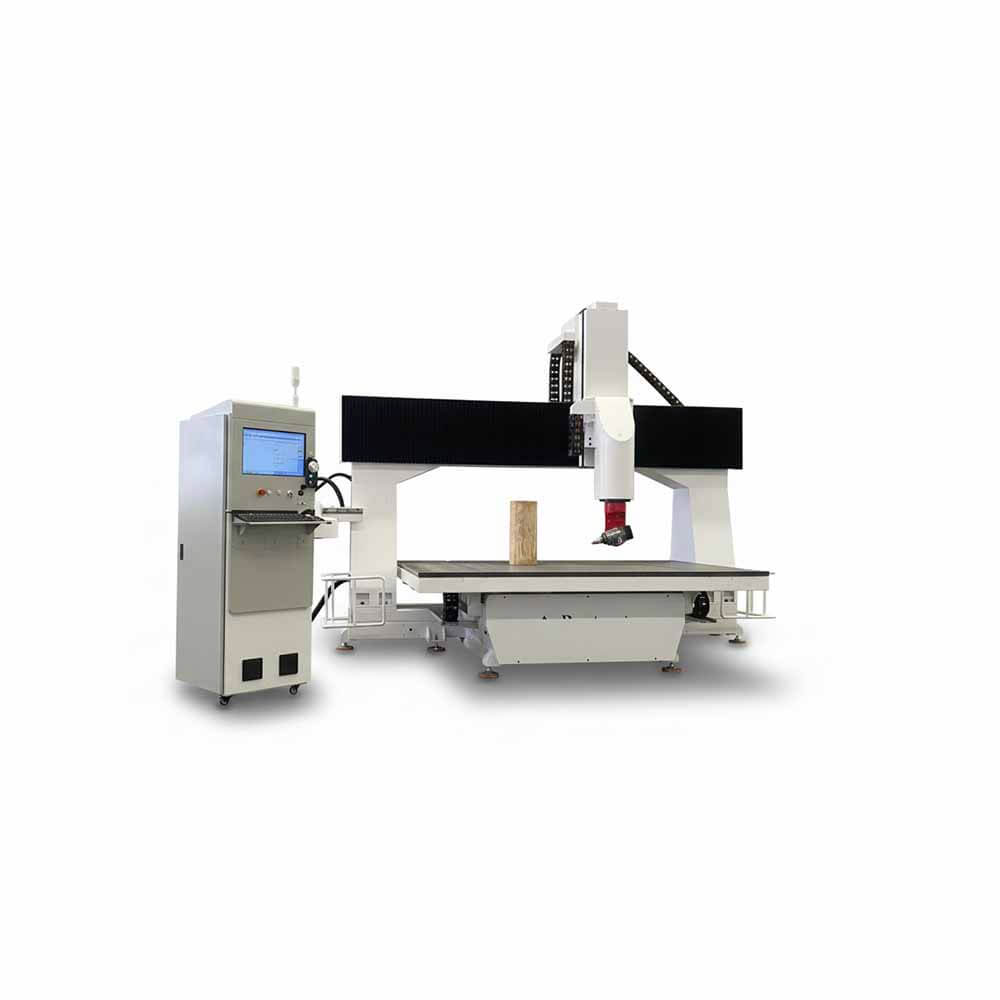
5 Axis CNC Router Machine for Wood MDF Aluminum 3D Engraving High Precision Automatic CNC Wood Router
In the modern woodworking and metalworking industry, efficiency, precision, and versatility are essential.
In the modern woodworking and metalworking industry, efficiency, precision, and versatility are essential.

Varför fixturering är svårare i 5-axliga än i 3-axliga

Varför många 5-axliga projekt misslyckas innan skärningen börjar

Den verkliga frågan bakom varje köp

Varför applikationens tydlighet är viktigare än maskinspecifikationer

Varför dessa två maskiner ofta förväxlas
Varför "noggrannhet" är den mest missförstådda delen av 5-axliga CNC-routrar

Den här artikeln är skriven för ingenjörer, produktionschefer och verkstadsägare som behöver fatta ett rationellt utrustningsbeslut – inte ett marknadsföringsdrivet.

När tillverkare börjar jämföra 3-axliga, 4-axliga och 5-axliga CNC-routrar förenklas diskussionen ofta till en fråga om "hur många axlar är bättre". I verkligheten avgör inte enbart antalet axlar produktivitet, noggrannhet eller lämplighet.

En 5-axlig CNC-fräs beskrivs ofta som en "mer avancerad" CNC-maskin, men denna beskrivning är vag och ofta vilseledande.
När ingenjörer och tillverkare utvärderar CNC-fräsalternativ för komplexa komponenter stöter de ofta på två termer: 3+2-axlar och äkta 5-axlar. Även om båda involverar fem rörelseaxlar, skiljer sig deras driftskapacitet, bearbetningsstrategier och tillämpningar avsevärt.
Inom flyg- och fordonsindustrin är precision oförhandlingsbar. Komplexa delar med krökta ytor, underskärningar och flerplansegenskaper kräver snäva toleranser och repeterbar noggrannhet.
China 5 Axis CNC Router är en professionell tillverkare och leverantör av 5-axliga CNC-routrar och 5-axliga fleroperationsmaskiner. Vi fokuserar på att leverera högprecisions-, stabila och effektiva CNC-lösningar för träbearbetning, metallbearbetning, flyg- och rymdindustrin, fordonsindustrin, formverktyg och kompositmaterialindustrin.