
5-axlig CNC-fräs CAM-programvara och efterbehandling: Vad som faktiskt avgör framgång
Varför många 5-axliga projekt misslyckas innan skärningen börjar
Varför många 5-axliga projekt misslyckas innan skärningen börjar

Varför applikationens tydlighet är viktigare än maskinspecifikationer
Varför "noggrannhet" är den mest missförstådda delen av 5-axliga CNC-routrar

Termen "5-axlig CNC-fräs" används flitigt, men är inte alltid korrekt. I många fall är maskiner som marknadsförs som 5-axliga system i själva verket 3+2-axliga konfigurationer, vilka beter sig väldigt olika i verklig produktion.

När tillverkare börjar jämföra 3-axliga, 4-axliga och 5-axliga CNC-routrar förenklas diskussionen ofta till en fråga om "hur många axlar är bättre". I verkligheten avgör inte enbart antalet axlar produktivitet, noggrannhet eller lämplighet.

En 5-axlig CNC-fräs beskrivs ofta som en "mer avancerad" CNC-maskin, men denna beskrivning är vag och ofta vilseledande.

När ingenjörer och tillverkare utvärderar CNC-fräsalternativ för komplexa komponenter stöter de ofta på två termer: 3+2-axlar och äkta 5-axlar. Även om båda involverar fem rörelseaxlar, skiljer sig deras driftskapacitet, bearbetningsstrategier och tillämpningar avsevärt.
Inom flyg- och fordonsindustrin är precision oförhandlingsbar. Komplexa delar med krökta ytor, underskärningar och flerplansegenskaper kräver snäva toleranser och repeterbar noggrannhet.

Industriell produktionseffektivitet beror på att minimera installationstiden, maximera maskinens drifttid och uppnå jämn kvalitet.

5-axliga CNC-routrar är mångsidiga maskiner, men deras effektivitet och utskriftskvalitet beror starkt på materialet som bearbetas.

Inom modern möbeltillverkning är precision, repeterbarhet och ytkvalitet avgörande. Komplexa konstruktioner med böjda komponenter, skulpterade paneler och invecklade snickerier överstiger ofta kapaciteten hos vanliga 3-axliga CNC-routrar.

En 5-axlig CNC-fräs beskrivs ofta som en "high-end" bearbetningslösning, men dess verkliga värde beror på hur och var den används.
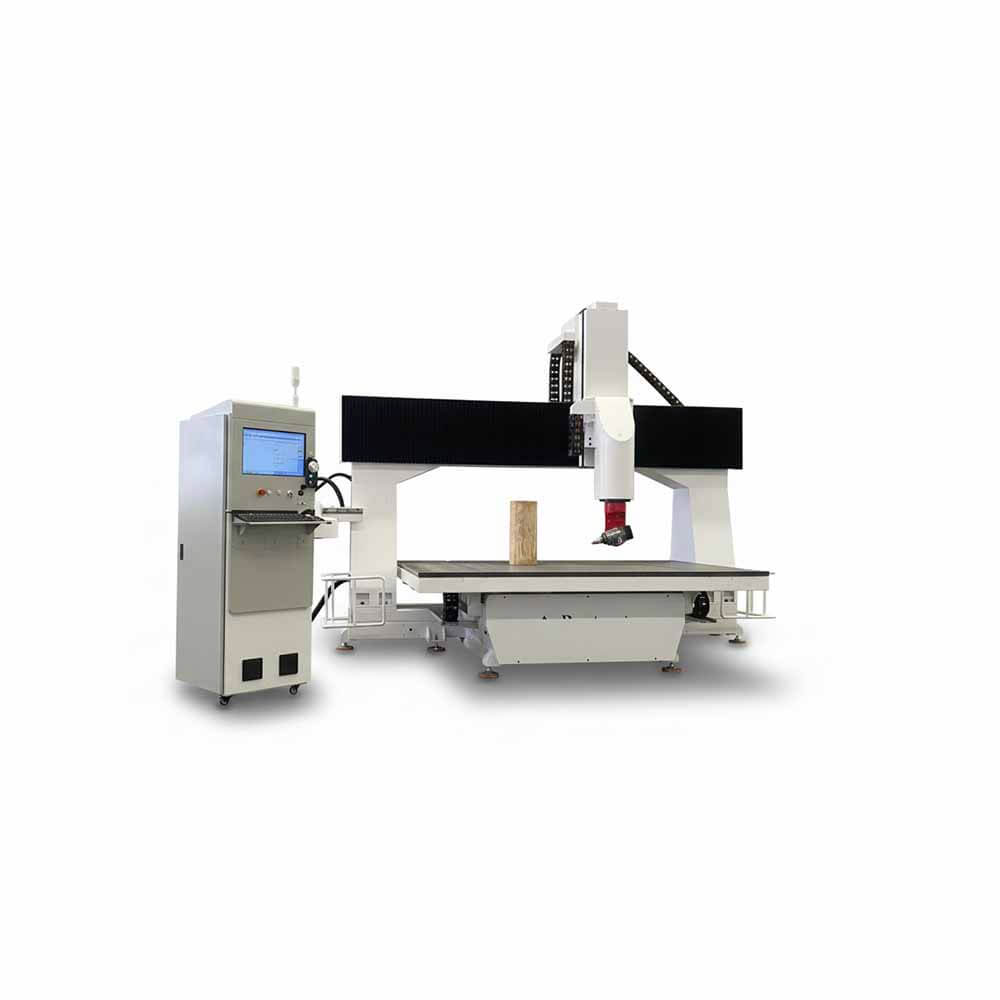
China 5 Axis CNC Router är en professionell tillverkare och leverantör av 5-axliga CNC-routrar och 5-axliga fleroperationsmaskiner. Vi fokuserar på att leverera högprecisions-, stabila och effektiva CNC-lösningar för träbearbetning, metallbearbetning, flyg- och rymdindustrin, fordonsindustrin, formverktyg och kompositmaterialindustrin.